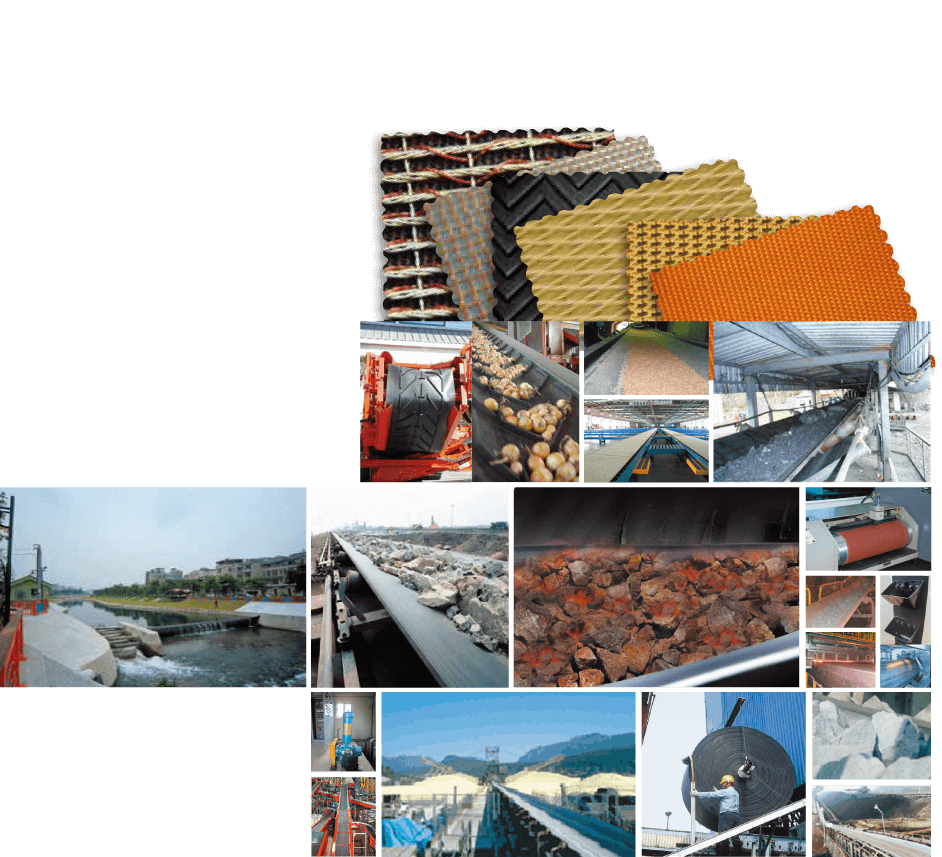
HYC King rubber conveyor belts are designed to meet the demanding needs of modern industrial applications. These belts are crafted using advanced technologies that enhance their resistance to heat, flame, abrasion, cold, anti-static, impact, ripping, tearing, moisture, water, timber terpene, mineral and vegetable oils, and various chemicals, making them ideal for high-performance applications. King rubber conveyor belts are also manufactured in compliance with international standards including CNS, JIS, ISO, DIN, BS, AS, IS, SABS, ASTM, MSHA, and GBT, etc. These certifications highlight our commitment to quality and safety, affirming that our products meet global compliance and performance benchmarks.
In alignment with our technical excellence, HYC King rubber conveyor belts are developed with sustainability in mind. Environmental friendly low-carbon footprint rubber conveyor belts are produced in contributing to a reduction in energy consumption and waste. This eco-conscious approach not only supports a more sustainable manufacturing process but also aligns with global environmental protection trends.